Robot Vulcanization Automation Line
Non-standard customization, product design, support for all kinds of industrial robots that can handle materials, cooperate with production line operations, automated operations, efficient collaboration, and 3D simulation of robot posture
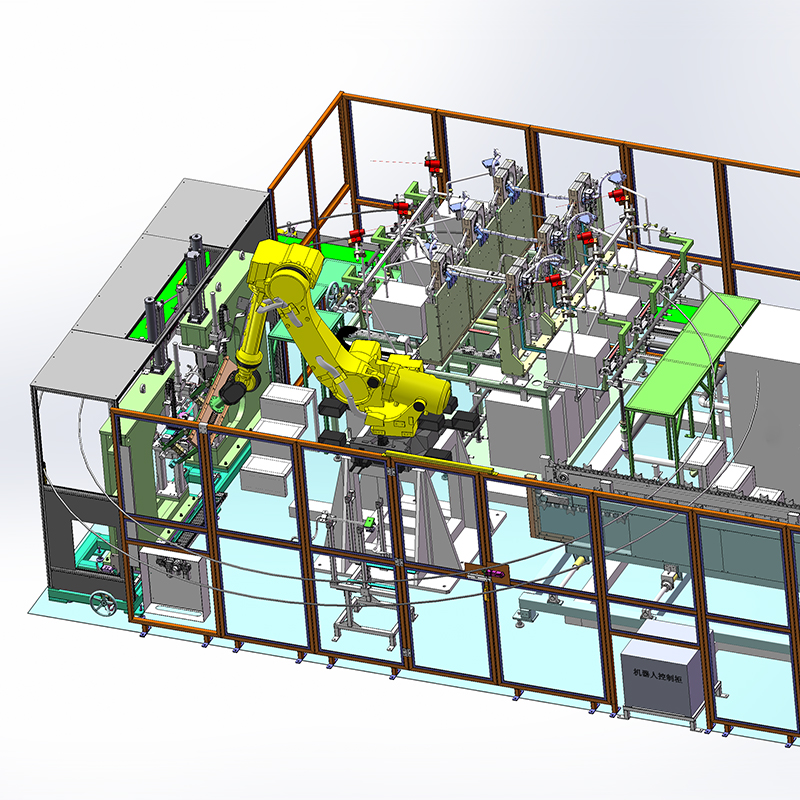
Equipment Overview
1. This equipment is mainly used for the automated production of automobile stabilizer bar vulcanization processing, automatically completing the vulcanization fixture pressing, heating, vulcanization conveying, vulcanization fixture disassembly, automatic reflow after vulcanization fixture disassembly, bushing anti-slip detection and a clamp pressing machine outside the automation line. The operator manually puts the stabilizer bar and the vulcanization fixture with bushing into the pressing equipment.
2. The layout size of the whole line (approximately): 18000x5000x2200 (length × width × height).
3. Equipment beat: 20s.
4. The equipment includes 2 independent PLC control systems. One set in the automation line and one set of clamp pressing machines outside the line. The vulcanization fixture pressing machine, medium frequency heating machine, vulcanization fixture disassembly machine, bushing adhesion tester, and clamp pressing machine are all equipped with independent touch screens.
5. Power supply voltage: three-phase 380V/50Hz, control voltage: DV24V (including control switches and buttons); voltage fluctuation range ±10%.
6. Operation: automatic (robot handling); control mode: operation panel and control box operation; ambient temperature: 0℃~40℃, relative humidity: 20-95%RH.
7. PLC and touch screen control are adopted, with the control function of combining manual and automatic control, and each step can be decomposed into actions manually.
8. It has the function of automatic recovery operation: if the equipment fails during the processing, once the fault is eliminated, the operation function can be restored by pressing the start operation.
9. Alarm indication: power supply, abnormal operation, emergency stop, overheating trip, insufficient air pressure, insufficient PLC battery, etc.
10. There is a processing workpiece counter and machine operation time statistics (which can be realized on the touch screen).